
FACILITIES
These equipment are registered in ERRIS (Engage in the Romanian Research Infrastructures System)
Click on ERRIS to get to the page.
Click on ERRIS to get to the page.
Laser pyrolysis system for the production of magnetic Fe based nanoparticles, essentially maghemite/magnetite iron oxides and Fe-C iron-carbon core-shell nanocomposites.The system is characterized in that the precursor is firstly in the liquid state and is then converted into the vapor phase. Two types of CO2 lasers (10.6 µm wavelength) may be used: a home-made, sealed-off, CW Laser (100 W nominal power,) and a pulsed laser (COHERENT Diamond G-series), 200 kHz maximum pulse frequency. After nucleation in the laser beam (orthogonally crossing the reaction chamber) the powders are entrained by the collinear Ar flow and collected onto a microporous filter (dry powders). Alternatively, the powders can be collected in a bubbler filled with different liquids solvents (wet powders). MKS mass flow controllers (flowmeters) and an electronic pressure valve assure the stability of flows and of the pressure inside the reaction chamber. The vapors of iron pentacarbonyl (the iron precursor) are entrained into the laser induced reaction by different carrier flows (mostly C2H2 and Ar). Iron oxides nanopowders with different stoichiometries and very low particle diameters (about 4-5 nm mean particles dimensions) may be currently produced. The laser pyrolysis installation is able to produce two main cathegories of core shell nanocomposites: 1) Fe (core) and C (shell) and 2) Fe-core and polymer shell (either siloxane polymer – such as hexamethyl disoloxane, or carbonaceous polymer – such as MMA methyl methacrylate). |
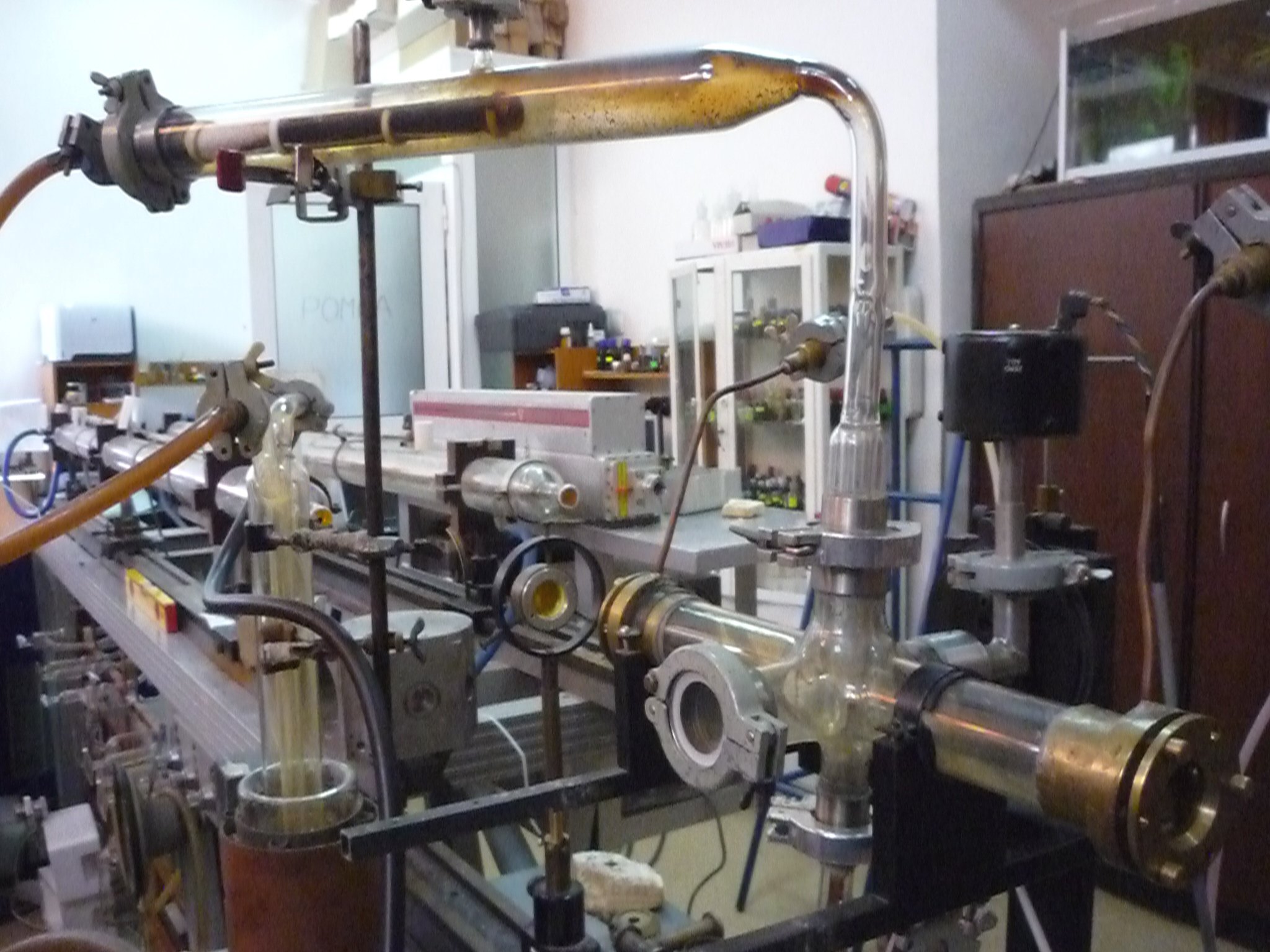 |
Laser pyrolysis system for the preparation of titanium oxides and titanium carbides.The installation is provided with a bubbler for the TiCl4 liquid precursor. Different gas flows (C3H4, Ar) carry the TiCl4 vapors onto the reaction chamber where they are crossed by the CO2 CW laser beam (1 KW maximum nominal power). MKS mass flow controller flowmeters and an electronic pressure valve assure the stability of flows and of the pressure inside the reaction chamber. Titanium oxide nanoparticles with prevailing anatase structure may be currently produced. By providing new derivatives to the gas adduction system, doped TiO2 nanoparticles may be obtained (e.g. vapors of iron pentacarbonyl, as precursor of Fe). |
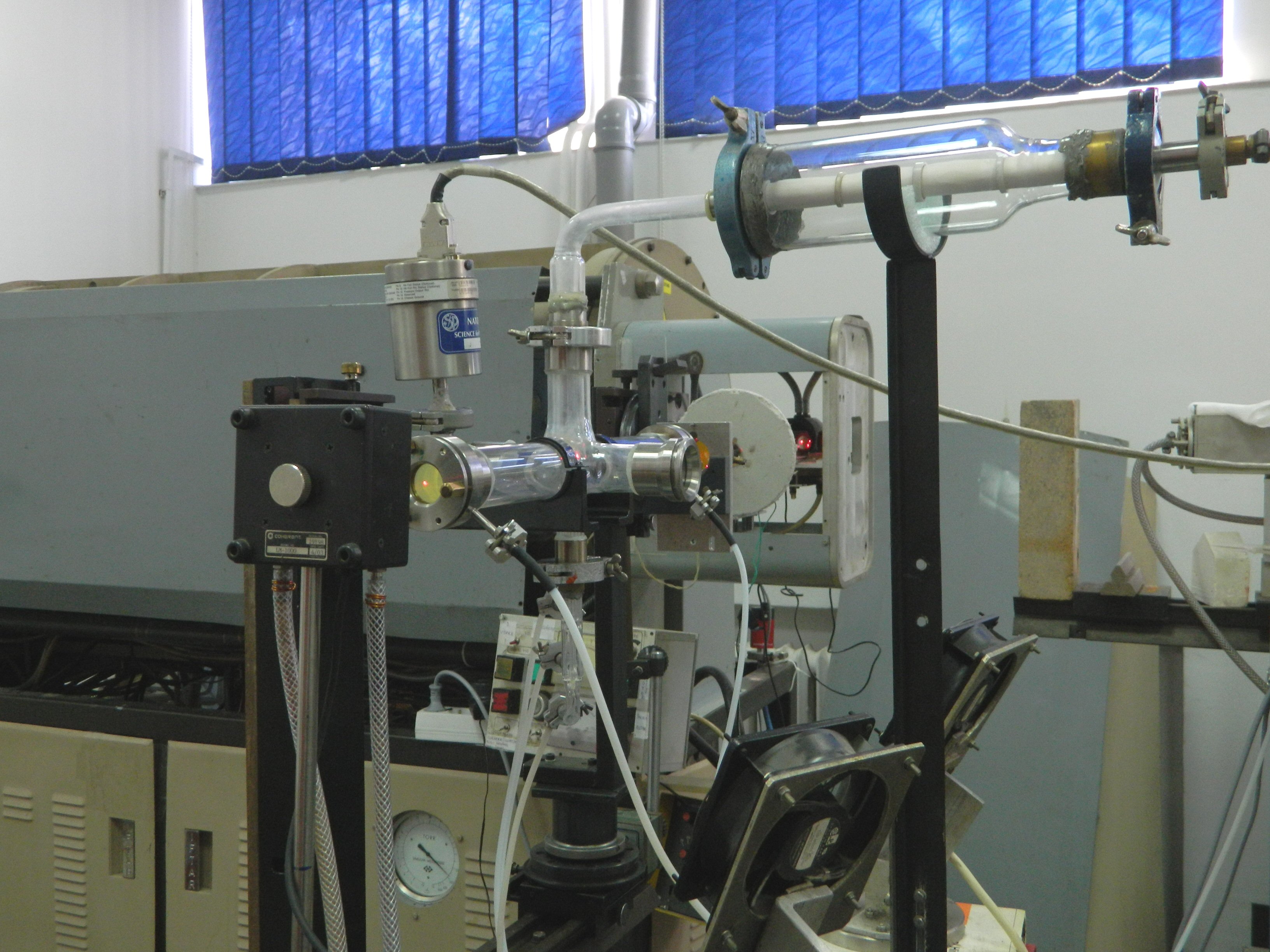 |
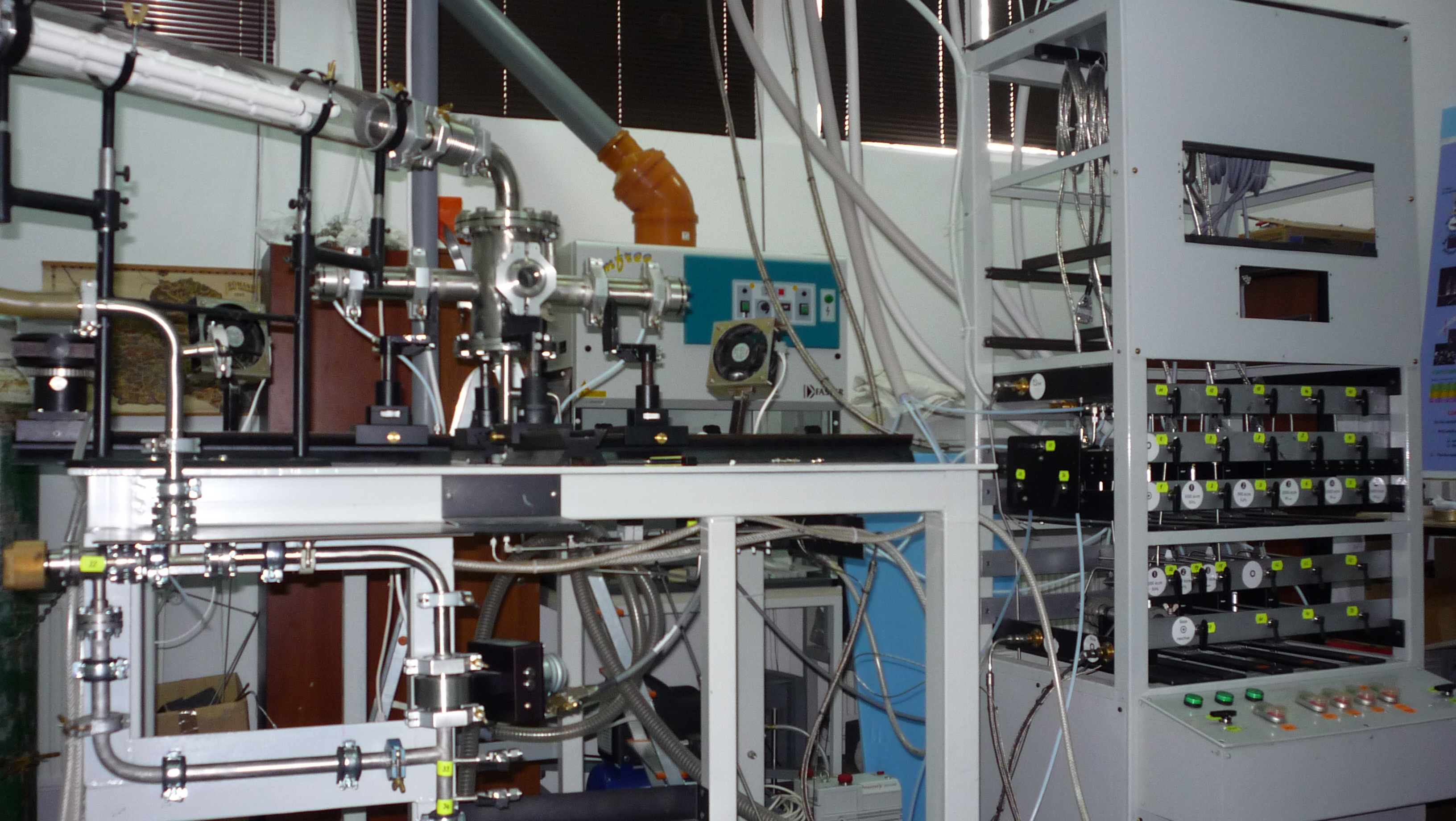
LASER PYROLYSIS SYSTEM FOR CARBON NANOPARTICLE FORMATIONThe system is based on a cross-flow configuration zone located in a flow reactor where a CO2 laser beam orthogonal irradiates the precursor gases via a focusing lens. This interaction is materialized by a bright, sooting flame. Pyrolysis of the gas phase occurs in the small volume defined by the laser beam/gas-pipe flow crossing. Nucleated particles are kept entrained by the gas stream and collected in a removable trap at the exit of the reactor. Confinement of the reactant gas stream emerging from a nozzle and already formed powder is achieved by means of a coaxial gas flow. It is worth noting that in the case of some very interesting precursors, which don’t absorb laser radiation (off-resonance conditions), an energy transfer agent is introduced in the gas mixture; this sensitizer absorbs laser radiation, which is then transferred by collisions to other molecules. The KCl windows of the cross-shaped flux reactor, transparent to IR laser radiation, are continuously flushed by complementary argon flows. The gas flows were mass controlled and the working pressure inside the reactor was kept constant by a downstream pressure control system. A custom made CW CO2 laser, emitting at =10.6 m (944 cm-1) at a maximum power of 1 kW was used. Laser power density was additionally controlled by a laser beam focusing with the help of a focussing device formed by two reflection metallic mirrors and, additionally, by a ZnSe lens. Samples of exhaust gases were also collected by using an IR cell inserted downstream of the powder collector and the gas was analysed by an IR spectrometer. |
 |
PILOT INSTALATION FOR THE PREPARATION OF NANOPOWDERS BY THE LASER PYROLYSIS.The obtaining of high quantities (>10 g/h) of Fe, C, Si, Ti, Sn – based nanopowders to be used in industrial applications, medicine, biology, environment, as well as in International Projects (FP7-MagPro2Life and IFA-CEA) |
 |
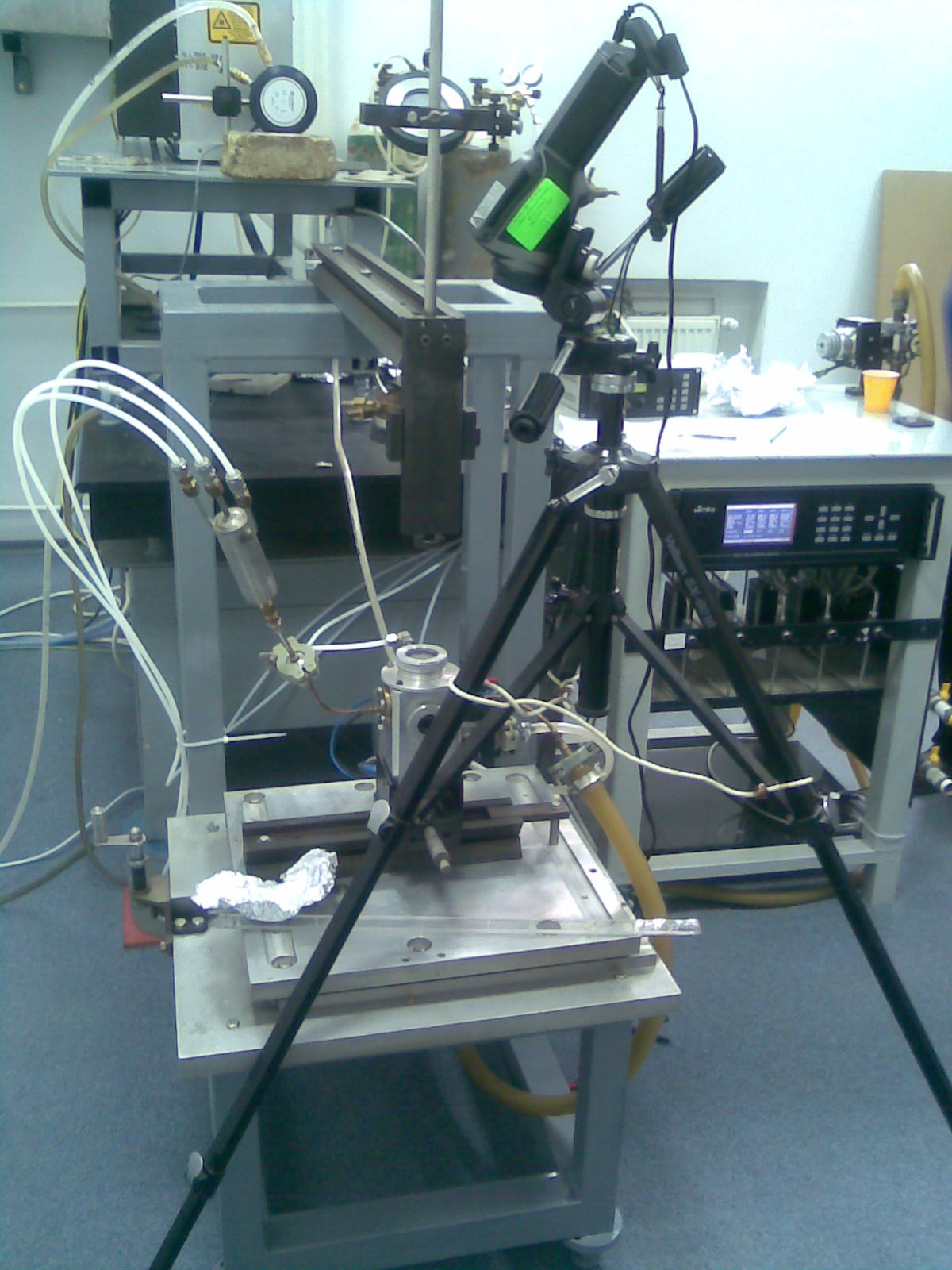
LASER PYROLYSIS SYSTEM FOR NANOPARTICLE FORMATION STARTING FROM LIQUID PRECURSORS.The laser synthesis of nanoparticles starting from liquid precursors is particularly suitable as synthesis technique for obtaining nanoparticles. The process occurs in the gas phase and ensures the avoidance of the condensation. The temperature control system allows for the maintaining of the overall system temperature below the decomposition temperature and above the boiling. Temperatures up to 500 oC are assured for the mixed precursors. The control of the amount of the active substances is performed upstream, in the liquid phase. The set-up is able to offer safety conditions at the synthesis of substances with high toxicity. This experimental set-up was proposed in order to synthesize TiO2 nanoparticles from TTIP because its boiling temperature is relatively high (239 oC grades). |
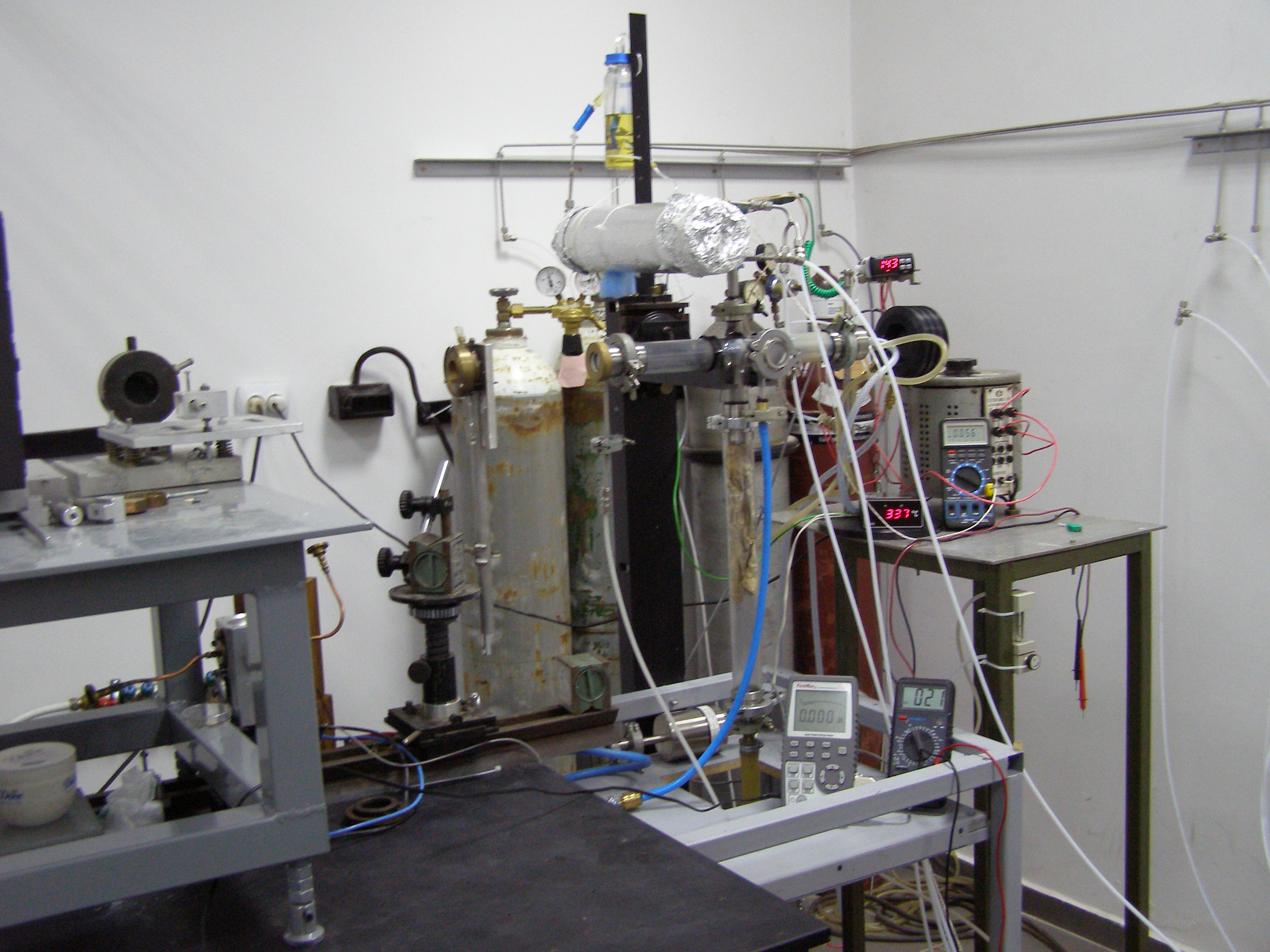 |
LASER-INDUCED CHEMICAL VAPOR DEPOSITION SYSTEM (LCVD) for the production of carbon nanotubesIt essentially consists of a flow reactor that is pumped by a mechanical pump, and a CO2 laser. An Ar flow is washing the entrance window. A CO2 laser Coherent Diamond E-400 (RF-Excited; Wavelength 10.2 to 10.8 μm; Output Power 400 W; Pulse Frequency 1 shot to 200 kHz) is used to heat the substrate by orthogonally intersecting both the reactant gas flow and the substrate. Before entering the flow reactor, the reactant gases (C2H2/C2H4 or C2H2/SF6, or C2H2/NH3) are mixed in a small mixing vessel. The reactant gases are admitted to the reaction cell through a rectangular nozzle (4 x 10 mm2), creating a gas flow close and parallel to the Si substrate and being pumped from the opposite side. MKS mass flow controllers (flowmeters) and an electronic pressure valve assure the stability of flows and of the pressure inside the reaction chamber. |
 |
FEI Inspect S Electron Scanning MicroscopeIt is the industry's leading low-vacuum scanning electron microscope (SEM) platform with high-resolution capabilities using thermal emission electron optics. While the low-vacuum settings are particularly useful for inspection and characterization of non-conductive and heavily contaminated materials, the system also minimizes sample preparation complexity for charge-free imaging and analysis. The Inspect S also has significant high-vacuum resolution that enhances its flexibility and ability to work with diverse sample types and a wide range of throughput. Energy Dispersive X-ray (EDX) spectroscopy is available for compositional analysis. The EDAX Inc. Si(Li) detector is covered with a ultrathin polymer windows, making possible to analyze low-Z elements as Be, B, C, N, O, F. |
 |
X-ray Diffractometer X’Pert Pro MPDHigh resolution vertical goniometer equipped with long fine focus ceramic tube, type PW3373/00, Cu anode, wavelength 0.154 nm, max. 2.2 kW, 60 kV. Detector: PIXcel, wide dynamic range solid-state detector. Non-ambient chamber TTK-450+LNC, temperature range from -190 to +450'C. Application example: high resolution powder diffraction, phase identification and quantitative phase analysis, analysis of thin films and coatings, crystallite size and strain determination, kinetic and non-ambient experiments. |
 |
A HIGH-PERFORMANCE ULTRASONIC DEVICE: Hielscher- UIP1000hdFor mixing, homogenizing, dispersing, deagglomeration, emulsifying, disintegration and sonochemical applications. |
 |
ULTRASONIC CLEANING UNIT: Elmasonic S 40 (H)•Electronic time and temperature control; |
 |
LITE SPIN COATER: WS-400-6NPPIt is typically employed for Solvent, Base or Acid-based processing: Coating, Etching, Developing, Rinsing-Drying and Cleaning. |
 |
HIGH-RESISTANCE METER: Agilent 4339BIt is Agilent Technologies' most advanced tool for making precision high-resistance measurements. The test sequence program function provides an automatic measurement process (charge-measure-discharge). 16008B RESISTIVITY CELL- is designed to operate specifically with the 4339A/B High Resistance Meter. It is used to measure surface or volume resistance/resistivity of insulation materials. |
  |
HEIDOLPH LABOROTA 4000 ROTARY EVAPORATORFor standard distillations, crystallization, product concentration, powder drying, and separation of one or more solvents. Can also distill volatile substances and perform reflux distillations. |
 |
SOXHLET EXTRACTION SYSTEMUsed for continuous extraction of solids with a suitable solvent |
 |
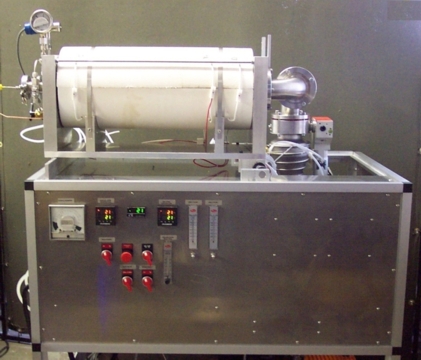
TvU GAS & VACUUM TUBE FURNACEIt is a resistively heated, hot-wall, high-vacuum tube furnace. |
 |
THE ULTRASONIC ATOMIZING SYSTEM PYROSOLAmong the methods currently used for nanophase processing, synthesis through dispersion phase (aerosol) enables generation of ultrafine, either single or complex powders with controlled stoichiometry, chemical or phase content. The droplet-to-particle route should account for the formation of discreet aerosol droplets and for the control of the aerosol decomposition into particles. The ultrasonic atomizing system Pyrosol (RBI, Meylan, France) contains three sources (total 800 kHz) connected to an external high frequency generator. It allows the pulverization of a solution which is located in a pulverisation chamber (equipped with a cooling system) above these same transducers. A liquid tank maintains the liquid at a constant level in the chamber. The droplets are delivered in the reaction chamber at flowrates of 200 cc/hour (for standard water). The Pyrosol method allows for easy sample doping and control of deposition rate by the simple addition of a suitable dopant into the starting solution. |
 |